what are you looking for?

Brand :
LinengItem NO :
LN-ZY500-600Compliance :
CE CertificatePayment :
Credit Card, Paypal, T/T , Western Union, LCWarranty :
Two Years Limited Warranty With Lifetime SupportDelivery Time :
In stockWhatsapp:
+86 18659217588WeChat:
18659217588Email:
cassie@lionbatterymachine.comEmail: cassie@lionbatterymachine.com
1.Overview
1. Equipment introduction:
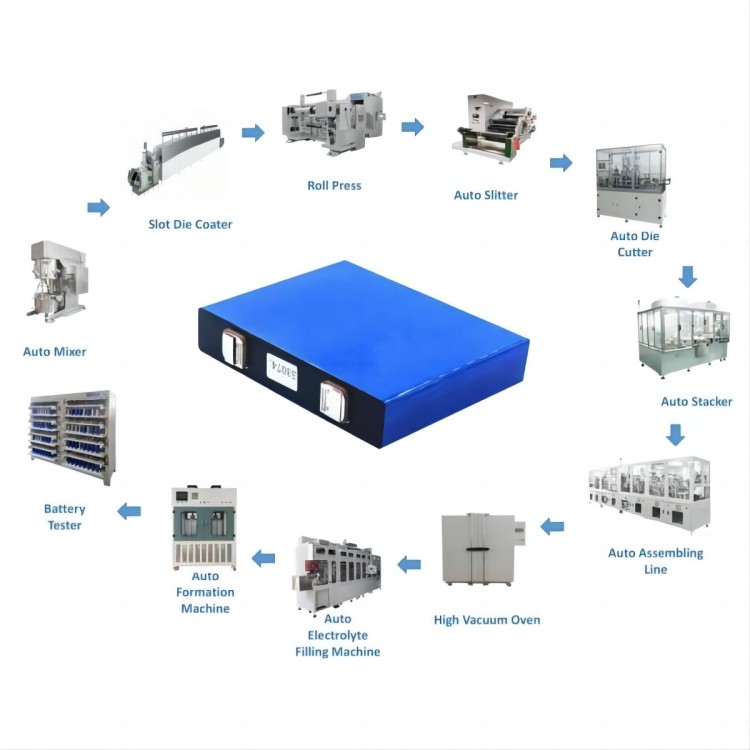
1.1 Equipment function: This battery electrode continuous rolling production line is used for the rolling process of lithium-ion battery electrode production to realize the continuous rolling production of battery electrode coils and meet the specifications and quality required by the battery electrode process;
1.2 Equipment composition: It mainly includes unwinding device, belt connecting device, edge trimming device, dust removal device, iron removal device, heating roller press, winding device, hydraulic system, drive control system, disassembly and assembly roller device, etc.;
2. Equipment process parameters
No. | Item name | Parameters (negative) | Parameters (positive) |
1 | Substrate | Copper foil | Aluminum foil |
2 | Coating | Graphite, silicon carbon, silicon oxygen, etc. | Lithium iron phosphate, lithium cobalt oxide, lithium manganate, ternary, etc. |
3 | Foil width (mm) | Max.200-500 | Max.200-500 |
4 | Foil thickness (µm) | 6~10 | 12~25 |
5 | Substrate thickness (µm) | 6-300 | 12-300 |
6 | Coil outer diameter (mm) | Max.φ500 | Max.φ500 |
7 | Coil weight (kg) | Max.550 | Max.550 |
8 | Rolling thickness accuracy | ≤±2μm (incoming material≤±2μm) | ≤±2μm (incoming material≤±2μm) |
9 | Winding alignment | ≤±0.3mm | ≤±0.3mm |
3. Equipment installation and use requirements
No. | Item name | Spec |
1 | The host part requires ground load-bearing | ≥5t/㎡ (or based on the provided foundation plan, please refer to the attached picture for details) |
2 | power supply | 380V, 50Hz three-phase five-wire system |
3 | Total power | 70kW+10% safety factor/unit |
4 | Compressed air | Pressure 0.2~0.7MPa |
5 | Air flow | 20L/min |
6 | Outer diameter of trachea interface | 8mm |
7 | Use environment | Temperature range 0~+45℃ Relative humidity: ≤50% |
4. Functional Indicators of Equipment
No. | Item name | Spec |
1 | Dimension of continuous rolling line | Length 4.2 × width 3 × height 2 m (the height does not include the size of the roll changing bracket 0.4m) |
2 | Total weight of equipment | About 14 tons |
3 | Appearance color of the device | Provide swatch production on demand |
4 | Layout | Left/Right (the power drive part is on the left/right when viewed from the feed end) |
5 | Rolling speed | 2-15m/min |
6 | Maximum pressure between rollers | 250T |
7 | Equipment failure rate | ≤1% (excluding poor incoming materials and influencing factors such as plant power supply and gas supply) |
8 | Product qualification rate | ≥99.8% |
9 | noise | ≤75DB (measured at 1.5m from the equipment) |
10 | Aluminum roller | Circle runout≤50μm, straightness≤30μm |
11 | Aluminum roller material | The surface of the metal aluminum roller is brown and hardly oxidized (HV700) |
12 | Inner diameter of barrel | 3 inches |
13 | Barrel length | ≤600mm |
14 | Pressure fluctuation | ≤1% |
15 | Roll gap adjustment range | 0-2mm |
16 | Roll gap adjustment accuracy | 0.001mm |
17 | Safety protection function | a Motor overload protection; b. The safety mark of the cutter position; c Oil temperature control and protection system; d Front entrance protection of the roll; e The feeding side is equipped with a safety guard to prevent the operator's hand from entering the roller room and equipped with an emergency stop button, with complete safety signs |
5. Technical Parameters of Equipment Performance
5.1. Unwinding device

No. | Item name | Spec |
1 | Installation structure | Overall riser |
2 | Unwinding reel | Φ75mm |
3 | Unwinding diameter | MAX.φ500mm |
4 | Effective use length of unwinding shaft | 600mm |
5 | Unwinding bearing weight | MAX.550kg/piece |
6 | Unwinding shaft loading and unloading method | Supported by safety chucks at both ends, manual loading and unloading |
7 | Tension control system | Magnetic powder brake, 50Nm |
8 | Tension control accuracy | ±5N |
9 | Tension adjustment (setting) range | 1~20kgf |
10 | Roller specification | Φ100mm |
11 | Roller material | Aluminum alloy, super hard surface treatment HV700 |
12 | Roll diameter detection | Ultrasonic coil diameter measuring instrument, alarm deceleration when approaching the initial coil diameter |
13 | Damping device | a. Reduce the jitter of the pole piece during the rolling process and prevent the strip from breaking b. Consists of fixed guide rollers, floating guide rollers, fixed brackets, etc. |
14 | Correction device | a. Accuracy≤±0.1mm b. stroke ±50mm (adjustable to adapt to the width of Party A's foil) c. Adjustment range 200~500mm (adjustable to adapt to the width of Party A’s foil) d. Adjustment method: manual adjustment, fine adjustment, locking e. Infrared photoelectric correction |
15 | Receiving platform | a. Double pressure bar, single dicing slot b. Manual receiving platform, with scale ruler on the pressing rod, resolution: 1mm c. has the press position and the host linkage interlock, and alarm prompt d. There is a dust collection box under the receiving platform |
16 | Edge trimming device | a. Before rolling, trim both sides of the electrode roll, and the width of the pole piece can be adjusted b. can realize single and bilateral trimming c. The upper cutting blade manually feeds and depends on the knife d. The lower cutter axis is driven by an independent motor to synchronize with the line speed of the host e. Slitting width adjustment range 200~500mm f. Equipped with a waste box, which is equipped with casters for easy removal g. Upper cutting blade: Φ100×0.7mm×2 pieces h. Lower cutting blade: Φ100×2mm×2 pieces i. Burr (horizontal): ≤20μm j. Burr (longitudinal): ≤20μm |
17 | Dust removal device | a. After trimming the pole piece, the active brush roller cleans the dust on the pole piece, vacuums under negative pressure, and comes with a built-in vacuum cleaner; b. consists of front and rear brush rollers, air cylinders, brush roller drive motors, etc. c. Air volume 5.2 m3/min, vacuum ≤-93kPa d. Vacuum cleaner power 2.2kw |
18 | Iron removal device | a. Round magnetic rod, the angle of the penetrating piece can be adjusted from 0 to 10°; b. Magnetic field strength ≥10000Gs |
19 | Control System | Set function operation buttons in the unwinding part: pause, emergency stop, press belt, etc. |
20 | Standard screw | SUS304 |
21 | EPC | Aibo/Dongdon |
5.2. Roller press

No. | Item name | Spec |
1 | structure | The two rollers are arranged horizontally up and down, with an integral casting arch and an integral base |
2 | Roll specifications | Φ500*600mm |
3 | Effective use of width | ≤500mm |
4 | Roll material | 9Cr3Mo (Electroslag remelting) |
5 | Main bearing | Four-row cylindrical roller bearings for rolling mills |
6 | Roll straightness | ≤0.002mm |
7 | Roll cylindricity | ≤0.002mm |
8 | Roll diameter jump | ≤0.0015mm |
9 | Single roll installation diameter jump | ≤±0.0025mm |
10 | Roll surface hardness | HRC66-68 |
11 | Depth of quenching layer | 18-20mm |
12 | Roll surface roughness | Ra≤0.02 |
13 | Roll surface treatment | Hard chromium plating on the surface of the roller, the thickness of the plating layer is 0.08-0.15mm |
14 | Ultrasonic detection of roller body and shaft neck position | Flaw detection standard GB-T13314-2008, A level or above is qualified |
15 | Diameter difference between two rollers | ≤0.02mm |
16 | Roll drive | a. The geared motor is connected to the universal coupling via the sub-speed box to drive the roll to run b. Hardened helical-helical bevel gear reducer c. Motor power 15kW (380V 50Hz variable frequency speed regulating motor) d. Production speed 2-15m/min (stepless speed regulation) |
17 | Roll heating | a. Solid roller drilling and row hole matching external mold temperature machine is heated by heat conduction oil b. Heating temperature: Max.120℃, the temperature is continuously adjustable, controlled by a digital display temperature controller c. Heating power: 45kW, heating at room temperature from 20°C to 120°C, heating stability time ≤ 4 hours d. Heating temperature control accuracy: ±1℃ |
18 | Roll surface cleaning | a. The upper and lower rollers are equipped with high-precision cleaning scrapers b. Complete the self-cleaning of the surface of the upper and lower pressure rollers, equipped with a dust storage box |
19 | Roll gap adjustment method | a. Servo motor drives ball screw to drive wedge adjustment b. Roll gap adjustment range: 0-2mm, touch screen display c. Roll gap adjustment accuracy: 0.001mm d. Roll gap adjustment repeated positioning deviation: ≤±0.001mm |
20 | Pressure method | a. gas-hydraulic hydraulic station b. Two control modes of constant pressure and constant gap are satisfied c. Maximum pressure of hydraulic system: 31MPa d. Maximum pressure between two rollers: 250T e. Pressure fluctuation 1% (under continuous coating material) f. Hydraulic cylinder: φ250mm×2 |
21 | Security | In the feed end, there is safety guard, the emergency stop button, the safety logo is complete |
22 | Host size | (Length × width × height) 3 × 1.5 × 2 m |
23 | Standard screw | M16 (including) below SUS304, M16 or more is 8.8 |
24 | Main structural material | 45 # cast steel |
5.3. Control system
No. | Item name | Spec |
1 | Main control system | a. touch screen, servo system, pressure monitoring system b. Commonly used buttons and touch screen open settings c. equipment operation related interface mask has password protection d. Electrical control system uses a touch screen design centralized human-machine interface control; e. The home page operation interface is an English interface; |
2 | Operation mode | a. host in touch screen, start, stop, indication, overload protection, emergency stop switch; b. Winding and unwinding position has started, emergency stop and other buttons; c. running procedures automatically / manually |
3 | Alarm situation | a. When the device fails, the touch screen will display the corresponding correction screen. b. Sany-color alarm indicator / buzzer / sound and light at the same time |
4 | Safety protection | a. Mechanical and electrical interlocking, self-locking function, induction protection; b. Dangerous widgets such as exercise, compression, cutting, heat sources, etc. c. Emergency stop switch button (at least 4); d. Transmission, moving parts protective cover; Hydraulic system over temperature warning protection |
5 | Operating condition setting | Speed, pressure, roll setting, full touch screen display and control. |
6 | Operating status monitoring | Roll yield display and prompt function |
7 | Control management | Password hierarchy control, process parameters can be locked |
8 | Automatic counting function | Length meter, meter deviation does not exceed 0.5% |
9 | Control cabinet structure | Integrated electric control cabinet design |
10 | Wiring method | Bus distribution |
Electronic control method (MES port open) | a. Integrated layout b. Output data: Equipment operation status, device failure information (hydraulic station, motor, etc.), roller press setting parameters and actual parameters, and alarm information, etc., and can be displayed in real time; c. Open all write and read interfaces, including not only limited to online thickening system communication interface |
5.4. Roller installation and disassembly device

l Function: This device is used for roll replacement or maintenance, reducing the time for disassembling and assembling rolls, and reducing the labor intensity of operators
l Composition: Including roll-removing bracket, roll-removing guide rail, roll-changing trolley, ground tank, chain hoist, etc.
l Operation: When removing the roll, push the roll and the chock out of the rail for removing the roll, and transport the roll out as a whole or use a forklift to remove the roll and chock. The installation is performed in the opposite steps.
6. Equipment configuration
6.1. Configuration List
1 | Roller | Brand |
2 | Bearing | Sino steel |
3 | Main reducer | ZWZ |
4 | PLC | Boneng / Guomao |
5 | touch screen | Siemens/Delta |
6 | Frequency converter | Siemens/Delta |
7 | Roll gap adjustment servo system | Siemens/Delta |
8 | EPC | Aibo / dongdeng |
9 | Two-way constant pressure hydraulic station | TMAX |
10 | Electrical components | Chint/Schneider |
11 | Pneumatic Components | Airtac/ SMC |
6.2. Spare Parts List
Item | Quantity |
Scraper blade | 4pcs |
Hydraulic line seals | 2 sets |
Roll changing accessories | 1 set |
Simple equipment maintenance tool | 1 set |
7. Machine Drawing


Hot Tags: roll to roll electrode hot rolling press machine, suppliers, manufacturers, factory, customized, price, discount, for sale, pouch cell lab machine, 18650 automatic crimping machine, Heated Rolling Press, copper foil slitting machine, pouch cell electrode stacking machine, Stainless Steel Foam
Quanzhou Lineng Mechinery and Equipment Co., Ltd is a technology-based enterprise, integrating R&D, manufacturing, sales and service. Our company has strong scientific research strength, including more than 20 senior mechanical and electrical engineers, 8 external experts and professors, and more than 160 front-line technical workers.
Quanzhou Lineng Mechinery and Equipment Co., Ltd is a technology-based enterprise, integrating R&D, manufacturing, sales and service.

 IPv6 network supported
IPv6 network supported