what are you looking for?
Brand :
LinengItem NO :
LN-3235TCompliance :
CE CertificatePayment :
Credit Card, Paypal, T/T , Western Union, LCWarranty :
Two Years Limited Warranty With Lifetime SupportDelivery Time :
In stockWhatsapp:
+86 18659217588WeChat:
18659217588Email:
cassie@lionbatterymachine.comRoll To Roll Transfer Coating Machine with Continuous & Intermittence Mode
1. Main parameters
No. | Item name | Spec |
1 | Fit system | Coating process for positive and negative plates of lithium iron phosphate, lithium cobalt oxide and lithium manganese oxide |
2 | Operating substrate thickness | Aluminum foil: 10-30um Copper foil: 7-30um |
3 | Design width of roll surface | 380 mm |
4 | Ensure coating width | 100~300mm |
5 | Running speed of equipment and machinery | 7m/min |
6 | Equipment coating speed | Less than 2m / min depends on the drying condition |
7 | Suitable for slurry viscosity | 2000~16000 Cps |
8 | Single side coating dry thickness range | 50-200μm |
9 | Minimum interval length | ≥ 5mm (related to slurry properties) |
10 | Minimum coating length of multi section | ≥ 20 mm (related to slurry properties) |
11 | Solvent properties | Oily solvent NMP (s.g=1.033, b.p=204℃) |
| Aqueous solvent H2O/NMP(s.g=1.000, b.p=100℃) | ||
12 | Suitable solid content | Positive S. C. 60%±20% |
Negative S. C. 50%±10% (PVDF system) S. C. 50%±5% (SBR system) | ||
13 | Single side coating dry thickness error | ±3um |
14 | Coating method | Double-layer front and back 3-stage unequal interval intermittent transfer coating / second side automatic tracking / continuous transfer coating |
15 | Substrate running direction | Forward coating, substrate forward and reverse empty foil operation |
16 | Equipment dimensions | Length, width and height: 8.5*1.5*2.3m |
2. Introduction to the structure of each part
2.1. Integral unwinding, head mechanism:
No. | Item name | Spec |
1 | Roller installation structure | Rack installation |
2 | Roll surface treatment | Surface oxidation of metal aluminum roller |
3 | Tension control system | Closed loop automatic control constant tension, tension range 0~50N |
4 | Correction method | Automatic EPC control, stroke 80mm |
5 | Coiling method | The material roll is fixed by a 3-inch air shaft; the unwinding is supported by a single shaft |
6 | Direction of substrate movement | Forward and reverse |
7 | Base material running speed | 5m/min |
8 | Maximum unwinding diameter | Ф300mm |
9 | Maximum bearing capacity of inflatable shaft | 100Kg |
10 | Number of unwinding inflatable shafts | 1 piece |
11 | Main drive motor | servo motor |
12 | Intermittent push | Servo drive |
13 | Roller surface treatment | The surface of the metal aluminum roller is oxidized, and the circle runout ≤30um |
14 | Scraper structure | Double-sided comma scraper, diameter Ø80mm; |
15 | Scraper angle rotation control | Move the handle to rotate |
16 | Coating roller (steel roller) | Hard chrome plated on the surface, diameter Ø120mm; |
17 | Back roller (rubber roller) | Diameter Ø120mm, surface covered with imported EPDM glue |
18 | Trough mixing | Rodless cylinder moves linearly, speed is adjustable |
19 | Intermittent height adjustment of scraper | Manual adjustment. |
20 | Single head position | Installation and operation before drying tunnel |
2.2. Drying oven
No. | Item name | Spec |
1 | Oven structure | Double heating, arranged up and down |
2 | Oven length | 6 meters (3 meters/section*2) |
3 | Material | SUS304 stainless steel, inner tank 1.0mm, outer tank 1.2mm |
4 | Oven guide roller transmission mode | Passive roller drive |
5 | temperature control | It is divided into the protection control of normal working temperature control and over-temperature monitoring and alarm. When over-temperature, an audible and visual alarm will appear, and the main heating power will be cut off; each section is completely controlled independently |
6 | Heating method | Electric heating, hot air circulation structure |
7 | Heating power of single section oven | 13.5KW/3m |
8 | Temperature in the drying tunnel | Max. 150℃, temperature difference in single oven ≤5℃ |
9 | Surface temperature of cabinet during operation | ≤45℃ |
10 | Blowing method | The upper and lower air blows, and the upper and lower air volumes are separately controlled by valves; the upper and lower air chambers share the heating body |
11 | Each section of exhaust air volume control | Air volume of circulating fan: 3000m3 / h (single section) The exhaust air volume is 4000 m3 / h |
12 | Nozzle structure | The blowing direction is 30 degrees to the horizontal, and the slot of the air nozzle is slotted with a special mold |
13 | Heating control | Solid state relay |
14 | Fan material | SUS304 stainless steel |
15 | Solvent recovery system | Optional |
16 | NMP solvent concentration alarm | Optional(add $4390) |
2.3. Winding mechanism: the function is the same as that of unwinding, the following are added
No. | Item name | Spec |
1 | Tension | 1 set is installed in front of the traction roller, closed loop automatic control constant tension, tension range 0~50N, servo control. |
2 | Installation structure | Fangtong frame welding |
3 | Number of winding shafts | 1 piece, single-arm winding |
2.4. Control system
No. | Item name | Spec |
1 | Main control system | Touch screen, PLC, module, servo system |
2 | Operation mode | Manual, automatic, emergency stop; the whole machine can be operated before and after |
3 | Coating, intermittent length setting range | Coating length 20.0~3200.0mm Intermittent length 5.0~3200.0mm |
4 | Alarm situation | When the device fails, the touch screen will display the corresponding correction screen |
5 | Counting function | Production quantity/length |
6 | Head and tail thickness adjustment method | The program controls the speed ratio of steel roller and rubber roller; |
3. Equipment accuracy:
3.1. Hardware accuracy
No. | Item name | Spec |
1 | Scraper | Circle runout≤1.5um, Ra0.4, straightness≤1.5um |
2 | Coating roller (steel roller) | Circle runout≤1.5um, Ra0.4 Straightness≤1.5um |
3 | glue roll | Circle runout≤10um, straightness≤10um |
4 | Correction deviation | ±0.1mm |
5 | Knife adjustment control repeat accuracy | ±0.1um |
6 | Temperature control accuracy | ±2℃ |
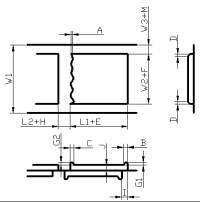
3.2. Coating accuracy
| A (tailing) | ≤1mm (Related to slurry viscosity and adhesive properties) |
B (abnormal area of the head) | 10mm | |
C (abnormal area of tail) | 6mm | |
D (edge effect area) | ≤3mm | |
E (length error) | ±0.5mm | |
F (width error) | ±0.5mm | |
M (width error) | ±0.5mm | |
G1 (head thickness) | -10~+8um | |
G2 (Tail thickness) | -10~+8um | |
H (blank error) | ±0.5mm | |
I (positive and negative bit error) | ±0.5mm | |
L1 (coating film length) | 20.0~3200.0mm | |
Length range | L2 (intermittent length) | 5.0~3200.0mm |
L1/L2(coating+discontinuous length) | L1 +L2 ≥90mm |
4. Installation environment requirements
4.1. The ambient temperature of the machine head is 20~30℃, and the rest is 10~40℃;
4.2. The relative humidity of the machine head, positive RH ≤35%, negative RH ≤98%, and the rest ≤98%;
5. Supporting facilities
5.1. Power supply: 3PH 380V, 50HZ, voltage fluctuation range: +8%~-8%; the total starting power of the power supply is 40KW;
5.2. Compressed air: After drying, filtering and stabilizing: the outlet pressure is greater than 5.0kg/cm2;


Hot Tags: battery roll to roll transfer coater, suppliers, manufacturers, factory, customized, price, discount, for sale, lab grooving machine, 50ml Battery Electrolyte Filling Machine, cylindrical cell pilot machine, battery heat shrinking machine, Cylindrical Cell Crimping Machine, Electrode Roll To Roll Coating Machine
Quanzhou Lineng Mechinery and Equipment Co., Ltd is a technology-based enterprise, integrating R&D, manufacturing, sales and service. Our company has strong scientific research strength, including more than 20 senior mechanical and electrical engineers, 8 external experts and professors, and more than 160 front-line technical workers.
Quanzhou Lineng Mechinery and Equipment Co., Ltd is a technology-based enterprise, integrating R&D, manufacturing, sales and service.

 IPv6 network supported
IPv6 network supported